Технология восстановления отверстий методом расточки-наплавки-расточки
ремонт цилиндрических отверстий (опоры стрел, рукоятей, проушины и др.), в т.ч. глухих;
одновременная соосная расточка нескольких разнесенных друг от друга отверстий;
восстановление посадочных мест под обоймы подшипников;
проточка канавок под разжимные стопорные кольца;
Технология предусматривает разборку только дефектного узла, для обеспечения доступа к восстанавливаемому отверстию. Диаметр восстанавливаемых отверстий от 45 (25) мм до 400 (800) мм.
Следующим этапом является закрепление сваркой или любым другим возможным способом центровочного комплекта. Центровочный комплект, в зависимости от типа ремонтируемой детали, устанавливается либо по двум сторонам отверстия, либо, при растачивании нескольких разнесенных друг от друга отверстий, по торцам этих отверстий.
Благодаря своей конструкции центровочный комплект позволяет менять положение борштанги, проходящей по всей длине восстанавливаемой поверхности. Центровка борштанги осуществляется при помощи измерительного инструмента по наименее изношенному отверстию или по другим базовым поверхностям.
Далее на уже отцентрованную борштангу надеваются суппорты и после регулировки положения и длины лапок под опорную поверхность фиксируются сваркой, после чего центровочный комплект удаляется.
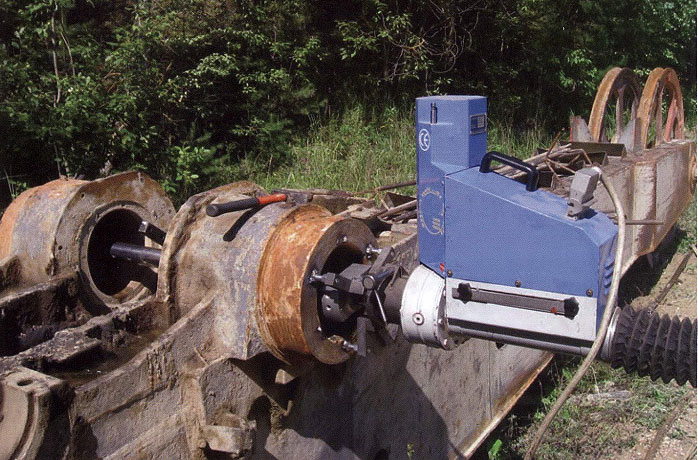
Агрегат жестко закрепляется на одном из суппортов и своим весом не оказывает никакого влияния на точность выполнения технологических операций. После установки резца в борштанге осуществляется расточка отверстия до устранения эллипсности или до требуемого диаметра.
Для наплавки борштанга заменяется диэлектрическим валом с наплавочной головкой, который присоединяется к сварочному полуавтомату специальным переходным кабелем. Используемая газовая смесь состоит из 80% аргона и 20% углекислого газа. К сварочному полуавтомату смесь подается либо напрямую готовая через редуктор, либо через смеситель от двух баллонов, содержащих отдельно аргон и углекислый газ.
Наплавка количества слоев металла осуществляется в автоматическом режиме сварочным полуавтоматом, а установка обеспечивает вращение и продольное перемещение наплавочной головки. Твердость полученного слоя составляет 20-30 HRC, в зависимости от силы тока, состава газовой смеси и материала восстанавливаемой детали.
По окончании процесса наплавки устанавливается борштанга и осуществляется черновое растачивание отверстия. После черновой проточки измерительным инструментом определяется текущий диаметр отверстия и с помощью цифрового индикатора резец настраивается на номинальный диаметр.
Затем производится контрольный замер диаметра отверстия, демонтаж агрегата и зачистка поверхности детали от следов сварки.
Специалисты компании АТЛЕТ знакомы со всеми особенностями тех или иных моделей. Мы поможем сделать правильный выбор и в том случае, если вам просто нужно купить автопогрузчик или тележку, и если вы решили полностью обновить свой парк спецтехники.
Мы предлагаем гарантию и оптимальные цены на погрузчики и прочее оборудование.
Доставка тяжелых машин, мелкой техники и автопогрузчиков по СПб и другим городам осуществляется максимально быстро.
В нашем ассортименте представлена продукция проверенных брендов.
У нас всегда в продаже запчасти для автопогрузчиков, всех типов строительной и складской техники.
Обслуживанием занимается наш собственный сервис-центр.
Выбрать и купить любую технику, и погрузчики в том числе, можно по каталогу или после тест-драйва.
Комфортный заказ
Компания Атлет делает все для того, чтобы вам было удобно заказывать строительную технику и погрузчики в СПб и любом другом регионе.
Приезжайте на тест-драйв и осмотрите выбранные модели.
Не нашли технику под Вашу задачу? Может Вы найдете для себя
что-нибудь интересное в разделе Акция месяца
где Вы найдете технику со скидкой! Или позвоните нам и мы подберем для Вас оптимальную технику по цене и качеству!


 Агрегат жестко закрепляется на одном из суппортов и своим весом не оказывает никакого влияния на точность выполнения технологических операций. После установки резца в борштанге осуществляется расточка отверстия до устранения эллипсности или до требуемого диаметра.
Агрегат жестко закрепляется на одном из суппортов и своим весом не оказывает никакого влияния на точность выполнения технологических операций. После установки резца в борштанге осуществляется расточка отверстия до устранения эллипсности или до требуемого диаметра. Для наплавки борштанга заменяется диэлектрическим валом с наплавочной головкой, который присоединяется к сварочному полуавтомату специальным переходным кабелем. Используемая газовая смесь состоит из 80% аргона и 20% углекислого газа. К сварочному полуавтомату смесь подается либо напрямую готовая через редуктор, либо через смеситель от двух баллонов, содержащих отдельно аргон и углекислый газ.
Для наплавки борштанга заменяется диэлектрическим валом с наплавочной головкой, который присоединяется к сварочному полуавтомату специальным переходным кабелем. Используемая газовая смесь состоит из 80% аргона и 20% углекислого газа. К сварочному полуавтомату смесь подается либо напрямую готовая через редуктор, либо через смеситель от двух баллонов, содержащих отдельно аргон и углекислый газ. Наплавка количества слоев металла осуществляется в автоматическом режиме сварочным полуавтоматом, а установка обеспечивает вращение и продольное перемещение наплавочной головки. Твердость полученного слоя составляет 20-30 HRC, в зависимости от силы тока, состава газовой смеси и материала восстанавливаемой детали.
Наплавка количества слоев металла осуществляется в автоматическом режиме сварочным полуавтоматом, а установка обеспечивает вращение и продольное перемещение наплавочной головки. Твердость полученного слоя составляет 20-30 HRC, в зависимости от силы тока, состава газовой смеси и материала восстанавливаемой детали. По окончании процесса наплавки устанавливается борштанга и осуществляется черновое растачивание отверстия. После черновой проточки измерительным инструментом определяется текущий диаметр отверстия и с помощью цифрового индикатора резец настраивается на номинальный диаметр.
По окончании процесса наплавки устанавливается борштанга и осуществляется черновое растачивание отверстия. После черновой проточки измерительным инструментом определяется текущий диаметр отверстия и с помощью цифрового индикатора резец настраивается на номинальный диаметр. Затем производится контрольный замер диаметра отверстия, демонтаж агрегата и зачистка поверхности детали от следов сварки.
Затем производится контрольный замер диаметра отверстия, демонтаж агрегата и зачистка поверхности детали от следов сварки.